厂房与布局:不止于大,更在于专
走进工厂,首先感受到的并非“大”,而是“专”。在总建筑面积20000平方米的空间内,每一寸土地都被高效利用:10万级净化生产车间、包装车间、中央仓库、物流中心和微生态研究所,五大功能区域各自独立又紧密协作。这不仅是厂房扩建,更是一条从菌株研发、功能验证到商业化量产的完整闭环。
核心技术链:从菌株到制剂,全流程自主掌控
许多益生菌品牌依赖外购菌粉,导致配方同质化严重。而公司选择了一条更艰难的道路:掌握源头。在微生态研究所,技术团队常年专注于菌株的筛选、分离和纯化。每一株有潜力的菌株,都要经历发酵扩培、冻干保护工艺的反复调试,再进入功效评价和代谢产物功能分析。只有完成这一整套流程,才能进入制剂开发阶段。更难得的是,团队具备功能性益生菌制剂的新品研发和持续迭代能力,这意味着客户获得的是能够随市场需求动态优化的产品方案。
智能化生产:一个亿投入,不止于表面
2015至2020年,公司累计投入1亿元,按照国家标准打造全自动智能化生产车间。国际及国内先进设备到位,两条自动化生产线稳定运转,仅片剂年产能就达到5000万片。但产能仅是成果之一,真正让客户信赖的是过程控制:10万级净化车间严格限制空气中微粒数量,包装车间同样保持同等洁净等级。从冻干到包装,关键节点均由系统自动采集数据,避免人为误差。正如一位客户所说:“他们的生产记录比我们自己的质检报告还详细。”
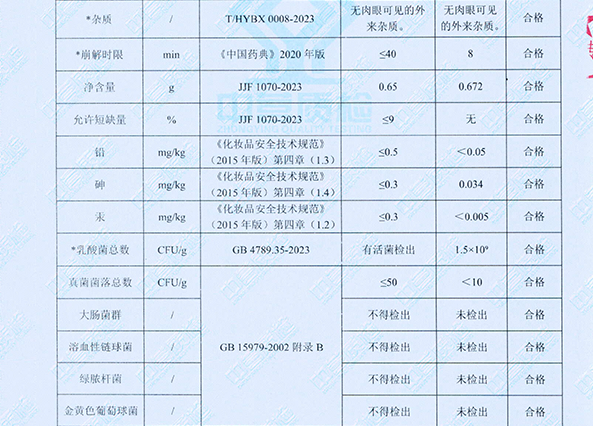
综合实验室:一个实验室撑起的“安全感”
在代工行业,研发和检测往往是短板,而橦康科技却将其打造成长板。综合实验室集研发、检测和应用开发三大功能于一体。菌株活性是否达标?代谢产物是否稳定?实验室自身就能给出明确答案。
合规理念:不止是墙上的口号
对于益生菌代工厂而言,“合规”意味着净化车间的每一项压差记录、每一批原料的溯源凭证、每一款产品的过程管控。橦康科技的做法是将合规前置到工艺设计阶段:冻干保护方案注重菌株的长期稳定性,包装选材考虑运输途中的温湿度影响,中央仓库的货位管理系统也接入生产数据,确保先进先出不出差错。
产业化能力:最朴素的诠释
目前,公司已为多家品牌提供规模化生产的一站式服务。从20000平方米的空间到5000万片年产能,从一个研究用的小培养皿到自动化生产线上每分钟数百片,橦康科技所做的事情其实很简单:将益生菌从实验室到消费者手中的每一步,都走得扎实、透明、可控。这或许就是“产业化能力”最朴素的诠释。